在现代食品加工行业中,生产环境的卫生标准与生产线的可靠性至关重要。不锈钢管道系统作为输送原料、半成品、清洁介质(如CIP清洗系统)及成品的关键基础设施,其安装质量直接影响食品安全与生产效率。传统的手工焊接方式虽灵活,但存在焊缝质量不稳定、效率低下、对焊工技能依赖度高、易产生氧化与污染风险等弊端。因此,引入管道自动焊机进行不锈钢管道的安装,已成为提升食品厂建设与改造水平的重要技术方向。
一、管道自动焊机在食品厂不锈钢管道安装中的核心优势
- 卓越的焊接质量与一致性:自动焊机通过精确的程序控制焊接参数(如电流、电压、送丝速度、焊接速度),能实现极高重复精度的圆周焊接。这对于要求内壁光滑、无死角、无杂质残留的食品级管道至关重要,能有效避免手工焊可能产生的咬边、未焊透、气孔等缺陷,确保焊缝耐腐蚀、无泄漏,符合严格的卫生标准(如3-A、FDA相关要求)。
- 大幅提升安装效率:自动焊机可实现连续、快速的焊接作业,尤其适合预制化、模块化的管道施工。在食品厂大型项目中,能显著缩短工期,降低人工成本。
- 改善工作环境与安全性:焊接过程自动化减少了焊工直接暴露于弧光、烟尘的环境,提升了职业健康安全水平。稳定的焊接过程降低了因人为因素导致的质量事故风险。
- 优异的可追溯性:先进的管道自动焊机配备数据记录功能,可存储每一条焊缝的焊接参数,为质量体系审核和过程追溯提供电子化依据,满足食品行业日益严格的合规要求。
二、关键管道配件的协同与预处理
自动焊接的成功实施,离不开与之匹配的高质量管道配件及规范的预处理工作。食品级不锈钢管道系统常用的配件包括:
- 管材:通常采用304或316L奥氏体不锈钢,其低碳含量能有效防止焊接热影响区的晶间腐蚀。
- 管件:如弯头(90°、45°)、三通、异径管、管帽等。这些配件必须与管材材质一致,且接口处加工精度高,确保坡口尺寸(如V型、U型坡口)规范统一,以满足自动焊机对装配间隙和错边量的严格要求。
- 法兰:用于管道与设备、阀门等的连接。密封面类型(如RF凸面、FM凹面)需统一,且法兰孔位需精确对齐。
配件安装前的预处理至关重要:
1. 清洁脱脂:所有管材与配件在焊接前必须进行彻底的机械或化学清洗,去除油污、标记墨水、灰尘等,防止焊接污染。
2. 坡口加工:采用专用坡口机进行精加工,保证坡口角度、钝边尺寸一致,这是实现自动焊高质量熔合的基础。
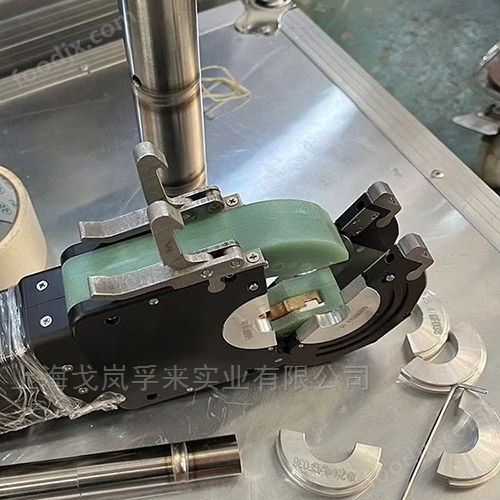
3. 精准组对:使用专用的管道组对器(对口钳)进行固定,严格控制管道与配件间的同心度、间隙和错边量(通常要求≤0.5mm),这是发挥自动焊机性能的前提。
三、实施流程与注意事项
- 工艺评定与程序开发:在正式施工前,需根据管材材质、壁厚、直径进行焊接工艺评定,开发并验证最优的焊接程序,确定保护气体(通常为氩气)流量、焊材(焊丝)型号等。
- 设备选型与适配:根据管道直径范围、现场空间(固定工位或移动施工)选择适合的自动焊机类型,如轨道式焊机、爬行式焊机等,并配备相应的焊接电源与机头。
- 焊工培训:操作人员需接受培训,不仅要掌握设备操作,更要理解自动焊工艺原理,具备基本的故障排查与参数微调能力。
- 过程监控与检验:焊接过程中需监控保护气体效果、电弧稳定性。焊后需进行外观检查、内窥镜检查,并根据规范进行无损检测(如着色渗透检测PT)。
- 焊后处理:对焊缝及热影响区进行必要的酸洗钝化处理,以恢复其表面的氧化铬保护膜,增强整体耐腐蚀性,达到食品卫生要求。
###
在食品厂不锈钢管道系统的安装中,采用管道自动焊机并严格把控管道配件的质量与预处理,是实现高效、高质、合规施工的必然趋势。它不仅保障了管道系统长期运行的密封性与卫生安全,也通过提升工程标准化与数字化水平,为食品生产企业奠定了坚实可靠的硬件基础。投资于先进的焊接技术与高质量的配件,从长远看,是保障产品质量、降低维护成本、提升企业竞争力的明智之举。